This paper introduces the definition and properties of PTFE, PTFE synthesis, introduction of PTFE molding process and so on.

I, What is PTFE?
1.1 Definition
Polytetrafluoroethylene is a polymer of tetrafluoroethylene. The abbreviation is PTFE.
1.2 The structural formula
Polytetrafluoroethylene has a large relative molecular mass, the low is hundreds of thousands, the high up to more than 10 million, and generally is millions (degree of polymerization in the 104 order of magnitude, while the polyethylene is only in 103).
1.3 Feature of PTFE
Polytetrafluoroethylene molecule CF2 unit arranged in a sawtooth shape, due to the fluorine atom radius being slightly larger than the hydrogen, so adjacent CF2 unit can not be completely according to the trans cross orientation, and make it into the formation of a helically twisted chain. The fluorine atoms cover almost the entire surface of the polymer chain.
This molecular structure explains the various properties of PTFE. At temperatures below 19°C, a 13/6 helix is formed; at 19°C a phase transition occurs and the molecules slightly unravel to form a 15/7 helix.
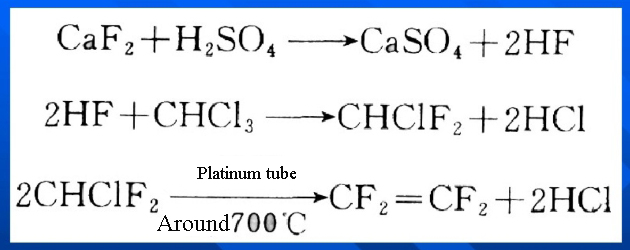
1.4 Tetrafluoroethylene monomer preparation formula
II, General description
| Indicator Name |
Unit |
Standard |
| Specific gravity |
g/c㎡ |
2.14~2.3 |
| softening temperature |
℃ |
317~327 |
| tensile strength |
MPa |
13.72~34.3 |
| tensile strength |
MPa |
280~352kg/cm2 |
| elongation |
% |
150~400 |
| compressive strength |
MPa |
12 kg/cm2 |
| Impact strength (cantilever) |
Kg-Cm/C㎡ |
6.4mg/1000 times |
| Shore hardness |
- |
D50~55 |
| Bending modulus of elasticity |
103Kg/C㎡ |
3.5~6.3 |
| coefficient of kinetic friction |
- |
0.1 |
| thermal conductivity |
10-4cal/M·sec℃ |
6.0 |
| specific heat |
Cal/℃g |
0.25 |
| linear expansion coefficient |
10-5/℃ |
10.0 |
| heat distortion temperature |
℃ |
(4.6kg/cm2)260℃ |
| Maximum operating temperature without load |
℃ |
260 |
| volume resistance |
Ω.Cm |
>1018 |
| breakdown voltage |
Kv/mm |
19 |
| dielectric constant 60Hz~106Hz |
- |
<2.1 |
| dielectric loss 60Hz~106Hz |
- |
<2.1x10-4 |
| Dielectric Breakdown Strength |
KV/mm |
45 |
| arc resistance |
Sec |
>300 |
| water absorption |
% |
0.00 |
| flammability |
- |
V-0 |
| xygen index |
- |
>95 |
| weatherability |
- |
Best |
| Direct sunlight effects |
- |
None |
| Effects of strong acides, weak acids,and solvents |
- |
None |
III, Properties
3.1 Advantages
.
3.1.1 High-temperature resistance
Long-term use temperature is 200 to 260 degrees.
3.1.2 Low-temperature resistance.
It is still soft at -100℃, not brittle in the ultra-low temperature of -260℃.
3.1.3 High and low-temperature resistance:
PTFE has little change to the influence of temperature, wide temperature range, and can be used at -190~260℃.
3.1.4 Corrosion resistance
PTFE is not corroded by almost any chemical reagent, except molten alkali metals.
3.1.5 Weatherability
The surface and properties remain unchanged with long-term exposure to the atmosphere. It has the longest aging life among plastics.
3.1.6 Self-lubricating:
with the smallest coefficient of friction among plastics, it is an ideal oil-free lubricating material.
3.1.7 Non-sticky
With the smallest surface tension among solid materials without adhering to any substance; It is a solid material with the smallest surface energy, and would not adhere to the surface of all known solid materials.
3.1.8 Nontoxic
Physically inert.
3.1.9 Noncombustible
Limited oxygen index is 90 or less.
3.1.10 Insulation:
Unaffected by environment and frequency, volume resistance up to 1018 ohm•cm, low dielectric loss, high breakdown voltage. It is an ideal class C insulating material. It has particularly good insulating properties, its single film with newspaper thickness can resist 1500V high-voltage electricity. It is not suitable for high voltage insulating material due to bad corona properties.
3.2 Disadvantages:
3.2.1 Cold flow properties.
When PTFE is used as a gasket, if the screw is bolted too tight which is more than a specific compression stress, the gasket would produce "cold flow" (creep) and be flattened. The cold flow of PTFE can be overcome by methods of adding fiber materials (such as carbon fiber), improving the structure of parts, and so on.
3.2.2 Difficult to weld:
PTFE can be used at 260°C for long periods. When the temperature is more than 200°C, it may begin to produce toxic fluorine gas. When more than 400°C toxic gas is violent and dangerous. High-temperature cracking produces highly toxic by-products of fluorine gas and perfluorinated isobutylene, etc., which is also corrosive. This is the reason why PTFE products are not suitable for welding.
3.2.3 Difficult to melt processability
In the molten state, it can still maintain its original shape. It will not change from the high elastic state into a viscous flow state even if heated to 415 ℃.
In addition, PTFE is very sensitive to the shear in the amorphous state and easily produces melt rupture.
Therefore, PTFE can not use melt extrusion, injection molding, and other conventional thermoplastic molding processes. It can only apply the molding method similar to the powder metallurgy.
3.2.4 Radiation resistance.
Polytetrafluoroethylene radiation resistance is poor (104 rads). It degrades under high-energy radiation. Its electrical properties polymers and mechanical properties will significantly reduce.
IV, Polytetrafluoroethylene Applications
4.1 Anti-corrosion application :
4.1.1
Used in petroleum, chemical industry, atomic energy, and other aspects of corrosive gases transport pipe, exhaust pipe, steam pipe, and surface anti-corrosion materials;
4.1.2
High-pressure oil pipes for rolling mills, high and middle-pressure and low-pressure pipes for hydraulic systems, and cold air systems of airplanes.
4.1.3
Lining for distillation columns, heat exchangers, kettles, towers, and tanks. Valves and other chemical equipment;

4.1.4
Filtration materials such as filter membranes, electrolytic diaphragms, gas dialysis membranes, etc.
4.1.5
Sealing of grooved flanges of equipment including machines, heat exchangers, high-pressure vessels, large-diameter vessels, valves, and pumps.
4.1.6
The sealing of glass-lined reaction pots, flat flanges, and large-diameter flanges.
4.1.7
Sealing of shafts, piston rods, and valve stems
4.1.8
Worm gear pump seals, tie rod seals
4.1.9
Mechanical seals.
4.2 Self-lubricating applications
Widely used in shipbuilding, machinery, aviation, textiles, etc.
4.3 Load applications
Fluorine materials are widely used for direct loading due to their low coefficient of friction, which is the lowest among known solid materials. It has become the most desirable material for oil-free lubrication because it can solve the following problems:
The friction part of the equipment is not easy to oil lubricate.
The lubricating grease dissolved by solvents,
The need for corrosion-resistant and low-temperature-resistant shaft pumps.
The product requires lubricant staining free in paper, pharmaceutical, food, textile, and other industries.
4.3.1
Filled PTFE bearings for chemical equipment, paper machinery, and agricultural machinery.
4.3.2
Used for piston rings, machine tool guides, and guide rings.
4.3.3 PTFE slider
Due to its low coefficient of friction and high bearing capacity, it is widely used as the supporting slider for bridges, tunnels, steel roof frames, large chemical pipelines, and storage tanks in civil and construction engineering.
PTFE basin-type rubber bearing is a commonly used bridge bearing, with the development of technology and materials, it can also be used in bridge construction and bridge transitions.

4.4 Application in anti-adhesion
PTFE occupies a considerable proportion in the anti-adhesion application because it not only has anti-adhesion properties but also has excellent resistance to high and low temperatures. PTFE products for anti-sticking in the main form of PTFE parts or sheets installed in the substrate, PTFE coating, composite glass paint cloth, heat-shrinkage to the substrate, etc.
It is widely used in textile, food, paper, and other light industries.
V, PTFE synthesis
PTFE is polymerized by free radical TFE.
The industrial polymerization reaction is carried out in the presence of a large amount of water stirring, to disperse the reaction heat, and easy to control the temperature. Polymerization is generally carried out at 40 to 80°C and a pressure of 3 to 26 kg/cm2.
5.1 Synthesis methods:
Its polymerization methods include propriety polymerization, solution polymerization, suspension polymerization, and emulsion polymerization (dispersion polymerization).
For industry production, it is mainly used suspension polymerization and dispersion polymerization.
The global production capacity of the suspension method of resin accounts for 50% -60%, the dispersion method of resin accounts for 20% -35%, and the rest is dispersed emulsion.
5.1.1 Suspension polymerization method:
Put tetrafluoroethylene in an aqueous medium Input persulfate as the initiator→ Begin polymerizing →mashing→grinding →washing,→ drying → finish.
5.1.2 Dispersion polymerization method:
Tetrafluoroethylene in aqueous medium→perfluorocarboxylate as dispersant→fluorocarbon as stabilizer→in the peroxodisulfate or its redox system of the initiation of dispersion polymerization→get dispersed liquid→dispersed liquid by coagulation→washing→drying→finish.
In the presence of ammonium carbonate and emulsifiers, heating, separation, and pouring off the clear liquid to make a concentrated dispersant with a solid content of 60%.
5.2 Difference between suspension PTFE resin and dispersion PTFE resin:
5.2.1
PTFE obtained by suspension polymerization can be molded and processed, while dispersed PTFE cannot be molded and processed, but processed by the method of dispersed coatings or converted to powder for paste extrusion.
5.2.2
Suspension polytetrafluoroethylene and dispersed polytetrafluoroethylene quality differences are due to their differences in particle size, particle size distribution, and particle morphology.
5.2.3
The former particle size is in millimeters, while the latter particle size is at the submicron level (250-350nm).
Polytetrafluoroethylene refractory, poor fluidity, the particle size and particle morphology of the melt fluidity, and its processing performance and product performance have an important impact.
5.3 Polytetrafluoroethylene production process difference
| Classification |
Introduction |
Application |
| Suspension Resin |
It is a kind of white powder with large particles, divided into different particle sizes and densities, which are suitable for different processing and molding methods such as molding, hydraulic pressure, plunger extrusion, and so on. |
Seals, gaskets; pumps, valves, pipe fittings and equipment lining for chemical equipment; electrical insulation parts, films. |
| Dispersing Resin |
A white soft granular resin, divided into a variety of grades with different molding compression ratios of high,medium,and low, suitable for paste extrusion. |
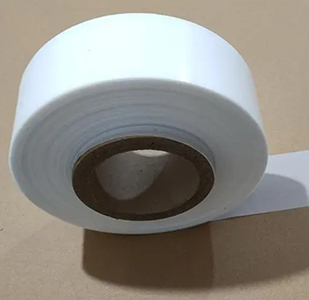
Corrosion-resistant, high-temperature, high-dielectric wires and cables; silk buckle sealing raw material tape, pipe lining, and so on. |
| Concentrated dispersion |
White milky dispersion, avoid shock, high temperature, exposure to sunlight and cold during storage and transportation to prevent polymer coagulation. |
Used as anti-adhesive coating in food, textile, printing and dyeing, papermaking and other industrial fields, as well as impregnation of glass cloth, asbestos and so on. |
VI, Introduction of PTFE molding process

Polytetrafluoroethylene is molded by a method similar to powder metallurgy, i.e., at room temperature the polytetrafluoroethylene is molded into a dense preform, heated above the melting point, so that it is transformed from a crystalline phase to an amorphous phase, forming a dense, continuous, transparent elastomer, and then transformed into a crystalline phase by cooling down the process.
6.1 Extrusion molding
Suspension of PTFE powder into the extruder→compress→sinter for continuous production.
The main products include rods, tubes (thick-walled), and so on.
6. 2 Dispersion processing molding method of emulsion polymerization PTFE
Dispersed PTFE is PTFE dispersed particles formed after the coalescence of secondary particles, the diameter is 500um, powder style, large specific surface area, absorption of organic solvents, form a paste by shear, usually using an extrusion molding process. So it is called paste extrusion molding.
PTFE products made by paste extrusion molding include small-diameter rods, wires, thin-walled tubes, profiles, raw material with raw material, raw material rods, and PTFE expanded products, such as elastic bands, expanded raw material bands, expanded fibers, and expanded film.
6.3 Molding:
Suspension of PTFE resin into the mold compression molding → high-temperature sintering → cooling to get molded products.
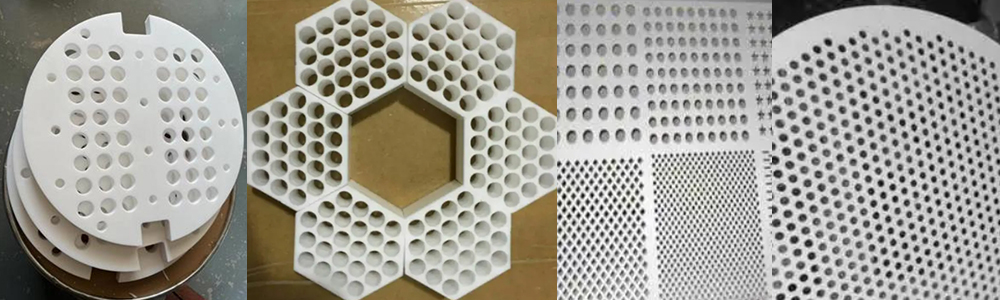
The main products include PTFE plates, rods, tubes, films, blank gaskets, filled PTFE plates, rods, tubes and parts, porous PTFE plates, sheets, blanks, and so on.
6.4 Equal pressure molding:
The main products include large turning long blanks, large pipes, large thick plates, and so on.
6.5 Calendering:
PTFE semi-product film through the calendar and rewinding machine, calendering into products.
The main products include directional film, semi-directional film, raw material tape, film, and so on.
6.6 PTFE secondary processing methods
PTFE secondary processing refers to the PTFE semi-finished products: PTFE plate, film, tube, rod, etc., using heat deformation, welding, turning, composite, and other processing technology into a variety of specifications and shapes of PTFE products.
Back to Top










